曲軸設計與加工過程介紹
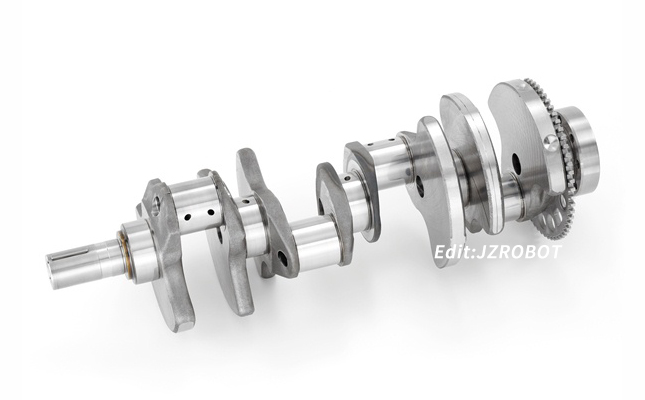
引言:說起曲軸,我們能夠想到的可能就是汽車發動機中的曲軸部件,其作用自然是承受連桿傳來的力,并將其轉變為轉矩通過曲軸輸出并驅動發動機上其他附件工作,是發動機中非常重要的組成部件之一。本文,我們主要來介紹一下曲軸設計與加工的過程。
曲軸是發動機中最典型、最重要的零件之一,其功用是將曲軸連桿傳遞來的氣體壓力轉變為轉矩,作為動力而輸出做功,驅動其他工作機構,并帶動內燃機輔助裝備工作。這就意味著劇烈的加速和減速,并伴隨高彎曲變形、高扭矩和振動沖擊,導致非常高且多變的應力。如此極端化的應力需要精心的設計和計算、選擇合適的材料以及批量加工工藝。
軸類零件在機械中的主要作用是傳遞動力和扭矩,同時也對軸上的其他零件起到支撐作用。發動機曲軸是發動機的動力元件,這就要求發動機曲軸有足夠的尺寸精度和結構強度,因此對發動機曲軸進行加工時就要仔細考慮選擇何種材料,使用何種毛坯成型工藝,加工過程分為哪幾步,怎樣進行熱處理保證曲軸的機械性能等。一般的加工工藝流程是:確定零件材料和毛坯成型方式、確定加工順序和加工基準、粗、精加工發動機曲軸的主軸頸和連桿頸、加工法蘭孔和信號輪孔、熱理、加工沉割槽、精磨主軸頸和連桿頸、拋光、檢查尺寸結構并涂油入庫。

曲軸設計加工過程介紹
1、確定曲軸材料和成型工藝
(1)確定材料
目前階段制作汽車發動機曲軸的材料主要是球墨鑄鐵和調質鋼。球墨鑄鐵具有良好的切削性能,比較容易加工出合適的尺寸結構,其強度、韌性和塑性可達到中等水平,具有較高的機械綜合性能和良好的耐磨性與減震性,鑄造工藝性能優良,也可通過熱處理來改變其結構性能。除具備良好的機械性能之外,球墨鑄鐵的成本也比較低廉,制作同樣規格的零件,球墨鑄鐵的成本僅為調質鋼的三分之一左右,因此大多數汽車制造企業都選用球墨鑄鐵作為制造發動機曲軸的材料。國內的汽車制造商對球墨鑄鐵的使用也非常廣泛,八成以上的中小型功率發動機曲軸的材料均為球墨鑄鐵。
(2)成型工藝
發動機曲軸屬于結構復雜的零件,一般都會預先將材料進行成型處理,加工成零件的大致尺寸再進行精細加工,成型方式有兩種一種是模鍛成形,一種是鑄造成型。模鍛成形加工出的毛坯尺寸精度較高,后期的加工余量小,且鍛件內部的鍛造流線按鍛件輪廓分布,從而提高了零件的力學性能和使用壽命。鑄造成型的毛坯需要加工的余量大,且對加工的刀具影響大,加工時還容易產生較多廢氣。因此選擇鍛造件作為發動機曲軸的毛坯。
2、確定加工順序和加工基準
確定加工順序時要遵循先粗后精、先主后次、先面后孔、基面先行的原則。加工基準分為粗基準與精基準,確定粗基準的原則是不以加工面為基準且粗基準不能重復使用。確定精基準時要遵循基準重合和基準統一原則,每更換一次加工基準就會使零件的尺寸精度降低,所以精基準應盡量保持統一。加工曲軸時,選擇軸的兩個端面為粗基準,在兩端面上加工出中心孔,作為精基準。
3、粗加工、精加工主軸頸和連桿頸
發動機曲軸加工時的重點結構就是主軸頸連桿頸。此道工序加工工步多,加工耗時長,切削量大,且需要專用夾具和設備。一般的固定方式是用兩個頂尖分別頂在兩端面的中心孔,中心架作為定位支撐,以減小其加工時造成的精度誤差。加工時控制切削速度和進給量,最好使用帶有刀庫的數控加工中心進行加工以減少換刀時長。
4、加工法蘭孔和信號輪孔
加工法蘭孔和信號輪孔時要注意保證孔和曲軸軸線的同軸度,加工時可采用增大頂尖和中心孔接觸面積的方式減小軸跳動。加工深孔時要先鉆一個定位孔,進刀方式要選擇螺旋進刀,且確保加工時能夠正常排出廢屑,加工到一定深度時應將刀具整個退出,將孔內和刀具上的鐵屑清理干凈再繼續加工。
5、熱處理
曲軸在工作時,主軸頸、連桿頸部分需要傳遞較大的扭矩且要承受較大的載荷因此需要有較高的強度和韌性,所以熱處理方式一般選擇調質處理,即淬火+高溫回火。這種熱處理方式,能有效提高零件強度和收縮率,降低其脆性,并且能夠消除加工產生的應力。熱處理的順序是先對連桿頸進行淬火處理,然后對主軸頸進行淬火處理。完成淬火之后再對零件進行加熱,之后再冷卻完成回火,經調制之后曲軸的洛氏硬度能達到45到60之間。
6、修磨中心孔
曲軸兩端面的中心孔是精磨時的重要基準,應盡量保證兩端中心孔軸線相互重合,中心孔錐角角度合理,因為頂尖屬于精密夾具,所以中心孔的尺寸精度要求很高,否則會對頂尖造成破壞,在加工過程中也會因中心孔孔壁粗糙,發生輕微軸跳動,影響零件的同軸度。中心孔在完成主軸頸和連桿頸的加工和經過熱處理后會有一定的磨損變形,影響之后加工工步的尺寸精度。所以在精磨之前,要對中心孔進行修磨,消除誤差。一般的修磨方式有:通過硬質合金頂尖、鑄鐵頂尖以及用中心孔磨床修磨。發動機曲軸有較高的精度要求,因此采用中心孔修磨床完成修磨。
7、加工沉割槽
進行沉割槽的加工時可選用不同的滾壓頭來加工曲軸的各個沉割槽,由于各個滾壓頭的扭矩不同,可以實現對曲軸的沉割槽的同時加工,極大地提高加工效率。加工過程中使用感應接頭來控制加工余量,通過監測滾壓過程中刀具震動情況和刀具轉速,來分析滾壓過程中刀具的工作狀態,確保加工精度。
8、磨削加工
雖然不同車型的發動機曲軸各部分的尺寸精度要求不同,但是曲軸屬于精密零件,一般加工達不到其精度要求,所以為保證其尺寸精度,要對主軸頸和連桿頸進行研磨加工。以中心孔作為精磨加工的精基準,先加工主軸頸后加工連桿頸。加工時用中心架對其進行固定,并配備進給連桿和止推軸承,邊加工邊測量,確保精度要求。磨削加工時工件與刀具摩擦會產生非常大的熱量,容易燒傷零件的加工表面,所以磨削時應采取良好的冷卻措。
9、拋光處理
精磨之后曲軸加工大致完成,由于加工過程中由于刀具磨損和固定夾具會在工件表面產生螺旋線或者夾痕,因此需要拋光處理。拋光帶磨削力高,具有較好的強度和柔韌性,能夠達到精密的拋光效果,有效去除工件表面損傷。
10、曲軸強化工藝
曲軸的機械加工步驟完成之后,為保證曲軸的表面硬度、耐磨性和抗咬合性,應對其進行強化處理。經過軟氮化處理之后的曲軸,氮碳共滲層薄、摩擦系數低,其內部形成經過塑性變形形成強化層,強化層內形成較高的殘余應力,整體的抗疲勞強度得到提高。
曲軸零件的主要加工表面是主軸頸外圓面以及連桿上下、左右表面。因此,對于曲軸來說,加工過程中的主要問題是保證主軸頸外圓面的同軸度,處理好孔和平面。
以上這些內容就是關于曲軸設計與加工的相關介紹了,相信大家在看了上面的介紹之后,對曲軸設計已經有所了解了。如果還想了解更多曲軸設計的知識,以及自動化設計的知識,可以關注我們的公眾號。